随着金属压力加工等技术的进步和各种结构波纹管的应用,相应产生了许多捉制造波纹管的方法。这些方法是液压成形、机械成形、橡胶成形、滚压成形、焊接成形和电沉积成形等。每种方法都有其独特的优点。例如:液压成形可以获得综合性能较好的波纹管;滚压成形可以制造特大走私的波纹管;焊接成形可以获得弹性极好的波纹管;电沉积可以制造小直径和高精度的波纹管。
金属补偿器膨胀节失效形式及原因
波纹换热管波谷或波峰波谷过渡部位减薄开裂。膨胀节运行中,波纹换热管波谷及其附近部位减薄开裂,造成内部泄漏是其失效的主要形式。失效原因是在壳程折流板处波纹管的波谷与折流板管孔产生振动摩擦、磕碰,使波纹管壁减薄,以致开裂泄漏。现在有些生产厂采用加厚折流板,使波纹管的波峰与管孔接触,以保证管与孔间隙最小,防止振动摩擦;还有的在折流板处给波纹管加套。这些都是避免和降低这种波纹管失效形式的较好措施。
(2)波纹换热管扁塌(周向失稳)。波纹管失稳发生周向扁塌,是膨胀节另一失效形式。这主要是由于波纹管的壁厚较薄,一般在1mm以下,其自身抗外压失稳的能力就很低。在换热器的设计中,一般都不进行换热管的承压能力的校核和计算,所以,当壳程压力达到和超过换热管本身的临界压力时,管子就产生失稳扁塌。标准案例中规定了波纹换热管许用外压的计算方法。
(3)膨胀节轴向弯曲变形过大(轴向失稳)。产生这种失效形式是由管程压力和温差应力的作用所致。波纹管材料为奥氏体不锈钢,其线膨胀系数比碳钢大得多,在管程和壳程温度相同时也能产生温差应力,再有波纹管的轴向刚度很小,所以,当管程压力较大或管壁温度高于壳壁温度时,都易发生波纹换热管轴向弯曲变形过大的失效现象。标准案例中规定的折流板无支撑跨距比GB151中规定值小,就是考虑防止换热管的轴向失稳。
(4)膨胀节腐蚀断裂和整体脆化失效。这种失效形式主要是由于介质的腐蚀造成的。奥氏体不锈钢最易产生晶间腐蚀,当波纹管换热器用在含氯离子高和含硫化氢等介质时,就出现了波纹换热管腐蚀断裂。实际中已发现有的换热管产生了整体脆化现象。
(5)波纹管与厚壁管接头连接处开裂。波纹换热管由波纹管和两端接头组成,接头处的环焊缝,由于焊接工艺和焊接技术水平的差异,焊缝质量难以保证,从而造成此处开裂。
3补偿器安装要求:
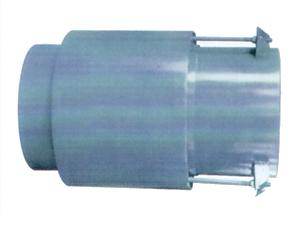
波纹补偿器在安装前应先检查其型号、规格及管道配置情况,必须符合设计要求;对带内套筒的补偿器应注意使内套筒子的方向与介质流动方向一致,铰链型补偿器的铰链转动平面应与位移转动平面一致;需要进行“冷紧”的补偿器,预变形所用的辅助构件应在管路安装完毕后方可拆除;严禁用波纹补偿器变形的方法来调整管道的安装超差,以免影响补偿器的正常功能、降低使用寿命及增加管系、设备、支承构件的载荷。
免责声明:以下信息由企业自行提供,内容的真实性、准确性和合法性由发布企业负责。锅炉信息网对此不承担任何保证责任。